Operational Excellence

Pellet Plant, Jamshedpur Works: Achieving resource efficiency
Steel manufacturing is dependent on a wide variety of raw materials extracted from natural resources such as iron ore, coal and ferro alloys. The large variations in input quality characteristics of raw materials pose challenges to produce high-quality steel with minimum environmental footprint at a competitive cost. Hence, we endeavour to achieve efficiency and effectiveness by driving excellence across the steel value chain – spanning from raw material sourcing to the processed steel reaching the end consumer.
Operational Excellence
KEY
AREAS
SO2
- Cost leadership
- Business excellence

Coke dry quenching
manufacturing assets
We ensure excellence in efficiency through continuous improvement in all areas of operations, such as process control, asset management and supply chain. Our initiatives are aimed at achieving superior product quality and delivery performance and optimising product mix, thereby improving efficiency at each stage of operations.
By doing so, we also lower our carbon rate, reduce waste generation and improve waste utilisation and maximise energy and material efficiency. Driving efficiency not only helps in cost reductions, but also enables us to reduce our environmental footprint.

Impact centre at cold rolling mill, Jamshedpur Works
Key Enablers and Initiatives
1. Continuous Improvement Culture
The Total Quality Management culture is deeply embedded in the ethos of Tata Steel, with all sections of people being involved in improvement projects, which helps us in sustaining the continuous improvement drive across the organisation. To accelerate and elevate improvement initiatives, a special programme called Shikhar25 was launched in FY 2015-16 with the objective of achieving sustained 25% EBITDA at the market price of raw materials.
A governance structure comprising cross-functional teams called ‘Impact Centres’ was put in place to achieve the objectives of Shikhar25. The Shikhar25 programme focusses on key structural issues such as improvement of Overall Equipment Effectiveness (OEE), effective utilisation of material, spend reduction and supply chain optimisation. At present, there are 21 Impact Centres functioning across the value chain, out of which five were added in FY 2017–18.
Other focussed TQM initiatives such as Small Group Activities (kaizens) and Suggestion Management also triggers improvements ensuring total employee involvement.
impact created
- Total savings of approximately `2,594 Cr. has accrued in FY 2017–18
- Total number of Kaizens implemented were 34,712 in FY 2017–18
- Total number of suggestions implemented were 11,963 in FY 2017–18
Projects* undertaken in FY 2017-18
| area | project description | impact created |
|---|---|---|
| Raw materials: West Bokaro | Segregation of left over coal contaminated with over burden during extraction and feeding back the same to washery, thus minimizing wastage of natural resources. | 91 KT additional coal recovered from waste thereby enhancing mine life and resulting in saving of ~` 26.3 Cr. |
| Recovery of coal wasted due to formation of wedges during mining through deployment of 3 stage mining process. | Additional raw coal extraction of 20 KT resulting in saving of ~` 7.8 Cr. and positively impacting mine life. | |
| Iron making - Hot Metal | Reducing coke rate by increasing Hot Blast Temperature from 1,165 to 1,200 degrees centigrade at G and H blast furnace. | Reduction in CO2 emission and cost savings of ~` 39 Cr. through reduction in coke rate by 6 kg/thm. |
| Enhancing efficiency of coke drying system for reduction of coke moisture at H blast furnace through re-use of surplus cold blast thereby reducing coke rate. | Reduction in CO2 emission and cost savings of ~` 12 Cr. through reduction in coke rate by 8 kg/thm. | |
| Iron making- Agglomerate | Less consumption of fuel for producing pellet through utilisation of waste sludge of Gas Cleaning Plant (GCP) | 11% reduction in fuel consumption at pellet plant thus saving ~` 6 Cr. |
| Steel Making | Reduction of specific lime consumption at LD1 by 6% through process optimization | Conservation of natural resources resulting in cost savings of ~` 15 Cr. |
| TSK | Reduction in rail idle freight using wagon load builder for optimized loading of coils | 27% reduction in idle freight thus saving ~` 13 Cr. |
| Shared Services | Improvement of Mean Time Between Shutdown (MTBS) on an average by 80% across different plants by changing work practices, improving life of spares and shifting from time based to predictive maintenance | Additional throughput of 61 KT in Agglomerates, 29.5 KT in Iron Making and 14.7 KT in Steel Making thus saving ~` 26 Cr. |
| Environment | Reduction in Specific Water Consumption at Wet Processing Plant of OMQ by process optimization and design modification in water circuit at HBF and TSK blast furnace for recycling and reuse. | 26.5% reduction in water consumption |
| Safety | Enhancing safety by fool proofing Torpedo circuit, CGL#2 Steam Network and in-house development of wireless transmitter for BF temperature measuring lance. | Eliminating unsafe incidents from 18 to zero. |
* Selected projects. Not comprehensive
2. Successful ramp-up of the Kalinganagar plant
We have been able to demonstrate our organisation’s strength in operational management and continuous improvement culture with the successful ramp-up of all our units at our Kalinganagar plant in FY 2017-18. (Refer to the table and chart on the right) Our Kalinganagar plant has till date rolled out 110 grades of steel, of which 40 were added in FY 2017-18. The necessary certifications required for servicing auto and other Original Equipment Manufacturer (OEM) customers have also been obtained. The Kalinganagar plant has enabled Tata Steel to enter new and promising market segments, including Oil and Gas, L&E and Defence.
Ramp-up of the Kalinganagar plant
production (mnt) |
||||
|---|---|---|---|---|
| commissioning capacity (mnt) date | FY 2016-17 | FY 2017-18 | rated capacity (mnt) | |
| Coke Plant (Gross Coke) | Sep ’15 | 1.32 | 1.57 | 1.50 |
| Sinter Plant (Net Sinter) | Jan ’16 | 2.44 | 3.40 | 4.60 |
| Blast Furnace | Mar ’16 | 2.23 | 2.91 | 3.20 |
| Steel Melting Shop | Mar ’16 | 1.68 | 2.53 | 3.00 |
| Hot Strip Mill | Oct ’15 | 1.78 | 2.56 | 3.50 |

Kalinganagar Steel Works
Our Performance
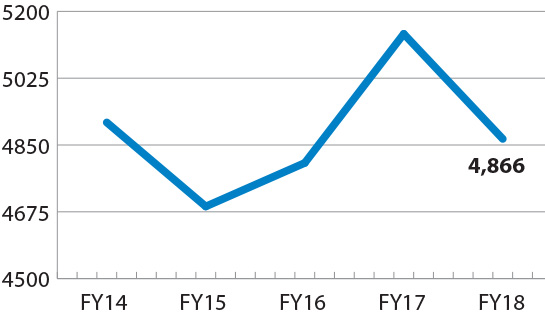
Completed improvement |
(Nos.) |
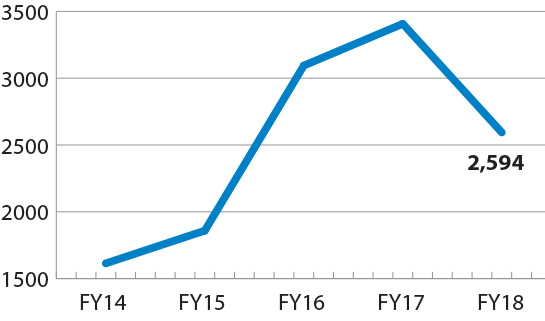
Savings accrued through improvement
projects |
(` in Cr.) |
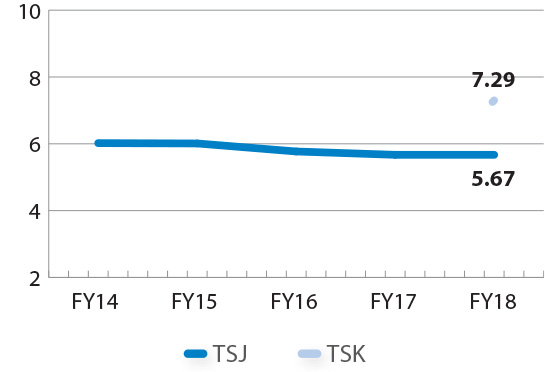
TSJ & TSK - Energy intensity |
(Gcal/tcs) |
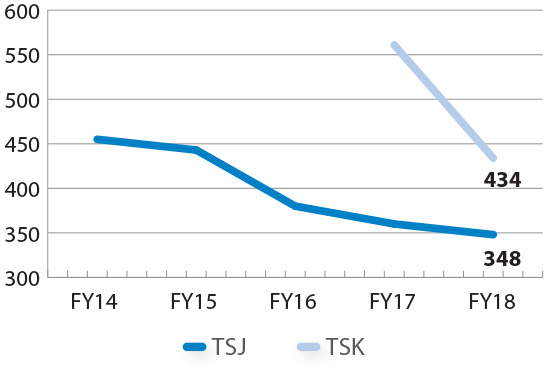
Coke rate - TSJ & TSK |
(Kg/Tonne of Hot Metal) |

Thin slab caster and rolling facility at Jamshedpur Steel Works
Operational Excellence
Awards
- Prime Minister’s Trophy for ‘Best
Integrated Steel Plant’ for the assessment
years 2014-15 and
2015-16
Way Forward
- For us, the future course of action will encompass:
- Focussing on structural cost reduction for long-term competitiveness
- Optimising the use of captive raw materials and consequently improving mine life
- Exploring new opportunities for additional capacity at Jamshedpur through debottlenecking and replacing of old facilities with new, efficient and state-of-the-art facilities
- Optimising asset utilisation at the Kalinganagar plant by adopting maintenance practices deployed at Jamshedpur
- Benchmarking performance in plant reliability
- Rationalising product mix for optimum utilisation of capacity and capability of the two plants (Jamshedpur and Kalinganagar)
- Working towards environmental excellence by augmenting new environmental equipment, implementing new initiatives and investing in environment-related R&D projects
- Building over 20 algorithms under Project MARVEL (Making Analytics Real Valuable Efficient and Logical) and focusing on more than 200 projects under digitalization drive in the areas of Yield, Energy, Throughput and Quality (YETQ). Implementation of these ideas via an asset light IT strategy to enable near real time & intelligent decision making to become a more Agile & Mobile organization